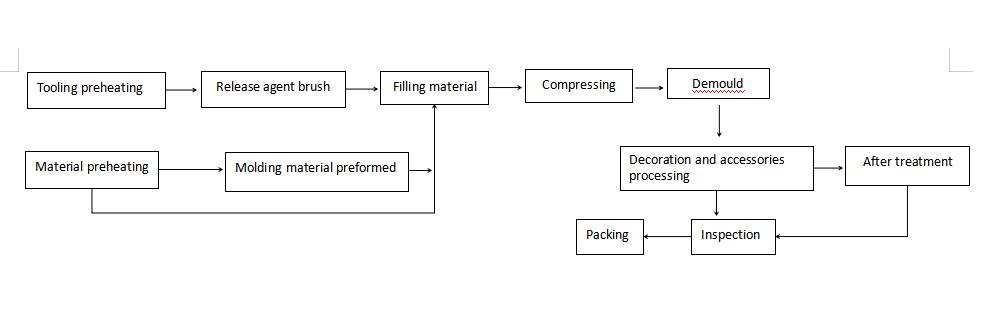
The basic process of short fibre moulding is to put a certain amount of pre-treated moulding material into the preheated die and apply high pressure to make the moulding material fill the cavity. Under certain pressure and temperature, the moulding material solidifies gradually, then the product is taken out of the moulds, and then the necessary auxiliary processing is carried out to obtain the product. The brief process flow is shown as below:
1.Preparations before processing:
(1)In the process of moulding, it is necessary to estimate the filling quantity of moulded products with different sizes in order to ensure the accuracy of the geometric dimensions of products and prevent waste products caused by insufficient materials or excessive material loss. The commonly used estimation methods are as follows
①Simple estimating method of shape and size simplifies complex shape products into a series of simple standard shapes, and estimates the loading quantity.
②Comparing the density of moulded products with that of corresponding products by density comparison method, if the volume of corresponding products is known, the loading quantity of moulded products can be estimated.
③In the mould of moulded products, injection molding materials such as resin and paraffin are used to produce products. The loading quantity of products is calculated according to the density, weight and density of injection molding materials.

(2)In the process of moulding, besides the use of internal release agent, external release agent is also applied on the surface of mould cavity, commonly used are oleic acid, paraffin, stearic acid, zinc stearate, silicone oil, silicone grease and so on. Under the premise of satisfying the requirements of demoulding, the amount of demoulding agent applied is as little as possible and the painting should be uniform. Generally, phenolic moulding materials are mostly used with release agents such as organic oil, oleic acid, stearic acid, and epoxy or epoxy phenolic moulding materials are mostly used with silicone grease and organic silicone oil release agents.
(3)Pre-pressing can pre-press loose powder or fibrous moulding materials into dense solid with certain weight and regular shape by cold pressing. Pre-pressing operation can improve production efficiency, labor conditions and product quality.
(4)Heating the moulding material before pressing, removing moisture and other volatiles, can improve the curing speed, shorten the pressing cycle, improve the uniformity of product curing, improve the physical and mechanical properties of products, and improve the fluidity of moulding material.
(5)In the process of moulding, the surface pressure of the press should be calculated according to the moulding pressure required by the product. Forming pressure refers to the pressure per unit area on the horizontal projection surface of the product. The functional relationship between it and surface pressure is as follows:

f ——forming pressure, i.e. gauge pressure,MPa
f 1 ——Unit Pressure Required by Products, MPa
f 2 ——Press rating gauge pressure,MPa
s——Horizontal Projection Area of Products,m 2
T——Tonnage of press,N
In the process of moulding, the size of moulding pressure depends on the variety of moulding materials and the complexity of product structure. The moulding pressure is the basis of selecting the tonnage of press.
2.Pressing technology:
The process of loading and assembling the moulding material needed to add the product to the mould is called loading. The loading amount is determined by the estimated results after the pressure test. The following principles should be followed: the shortest material flow path; the uniform material laying; and for narrow runners and dead corners, the material laying should be carried out in advance.
(2)Molding temperature system Molding temperature system mainly includes the selection of filling temperature, heating rate, forming temperature and holding time.
①temperature of mould loading refers to the temperature of the mould when the material is put into the cavity. It mainly depends on the variety of the material and the quality index of the moulding material. Generally speaking, when the volatile content of the moulding material is high and the insoluble resin content is low, the moulding temperature is low. On the contrary, it is necessary to properly increase the temperature of the die. The product structure is complex and the assembly temperature of large-scale products should generally be in the range of room temperature to 90 C.
②Temperature rising speed refers to the rate of temperature rising from the mold temperature to the highest pressing temperature. For the rapid die pressing process, the charging temperature is the pressing temperature, and there is no problem of heating rate. The proper heating rate should be selected according to the type of moulding resin and the thickness of products.

③Molding temperature resin will release or absorb certain heat during curing process. According to the heat release, the degree of resin polycondensation reaction can be judged, so as to provide a basis for determining the forming temperature. Generally, a relatively large temperature range is determined first, and then a reasonable forming temperature is selected through the process-performance test. Molding temperature is closely related to the variety of moulding materials. The molding temperature is too high, the reaction rate of resin is too fast, the material fluidity is reduced too fast, and early local curing often occurs, which can not fill the cavity. If the temperature is too low and the product has insufficient heat preservation time, defects such as incomplete curing will occur.
④The holding time is the holding time under the forming pressure and temperature. Its function is to complete the curing of the product and eliminate the internal stress. The holding time depends on the type of moulding material, the temperature of moulding and the size and performance of the product.
⑤In the slow forming process, the temperature should be gradually lowered under a certain pressure after heat preservation, and the temperature of the die should be below 60 C before the demoulding operation can be carried out. There are two cooling modes: natural cooling and forced cooling. Rapid pressing process can not adopt cooling operation. After the insulation is finished, the mould can be demoulded at the forming temperature and the products can be taken out.
Pressure system Pressure system includes forming pressure, closing speed, pressure timing, deflation and so on.
①Forming pressure refers to the pressure on the horizontal projection area of the product. Its function is to overcome the vapor pressure produced by volatiles in materials, avoid the defects of products such as bubbles, stratification, loose structure and so on. At the same time, it can increase the fluidity of materials, facilitate the filling of materials in all corners of the die cavity, and improve the mechanical strength of products with compact structure.
The selection of forming pressure depends on the following two factors.
② After the closing speed is installed, the closing process of upper and lower die is called closing die. The upper die goes down faster, but it slows down when it comes into contact with the pressing material. Fast downward movement is conducive to operation and efficiency improvement; slow closure is conducive to the full elimination of gas in the mould and the reduction of bubble, sand hole and other defects.
③ After closing the mould at the time of pressing, the pressing operation is carried out. The choice of pressure timing has a great influence on the quality of products. Pressure is too early, the reaction degree of resin is low, the molecular weight is small, the viscosity is low, the resin is easy to lose under pressure, resulting in resin aggregation or local fiber exposure in the product. The pressure is too late, the reaction degree of resin is high, the viscosity is high, the material fluidity is poor, it is difficult to fill the cavity, forming waste products. Usually, there is no choice of pressure timing in rapid prototyping process.
④The process of pressure relief exhaust to remove the residual volatiles, low molecular compounds released from solidification reaction and air brought into the material is called exhaust. Its purpose is to ensure the compactness of products and avoid bubble and stratification.
(4)The post-processing of post-processing products refers to the further heating and curing of the demoulded products at a higher temperature for a period of time. Its purpose is to ensure the complete curing of the resin, improve the dimensional stability and electrical properties of the products, eliminate the internal stress in the products and reduce the deformation of the products. Sometimes, according to the actual situation, cold die method can be used to correct product deformation and prevent warpage and shrinkage.
In order to meet the requirements of product design, the process of edge grinding and auxiliary processing should also be established after the die-pressing product is finalized and produced. Edge polishing is to remove burrs and flying edges in the edge of the product when forming. When polishing, we must pay attention to the method and direction, otherwise, it is very likely to polish the part connected with the edge.

For some products with complex structure, mechanical processing is often needed to meet the design requirements. Molded products are very sensitive to mechanical processing, such as improper processing, it is easy to produce rupture, stratification.
Origin of the Article:Forming Technology and Application of Composite Materials Editor:Professor:Jiakang Huang
Sometimes, such problems happen in the field construction:it is normal for the exothermic of the r……
Condition Description Reasons Solution Condition Internal Cracking Due to excessive shr……
We, Shanghai Olimy Co., Ltd. is the supplier for plastic injection molds&parts,carbon fiber parts,fiberglass products, including parts made via hand lay up, RTM, SMC(compression moulding) processes.