1.Summarization:
Because the fiber is the main carrier in the fiber-reinforced composite, and the matrix resin is only the stress transmitter, the orientation, arrangement regularity and fiber content of the fiber in the composite play an important role in the full play of the strength and stiffness of the composite. Generally speaking, the higher the fiber content, the greater the reinforcement effect; the stronger the fiber arrangement order, the more obvious the reinforcement effect.
Because the strength and stiffness of fiber-reinforced composites are closely related to fiber orientation, in practical application, the strength and stiffness of the materials can be fully exerted only when the fibers are oriented along the main stress direction of the product. In order to achieve this goal, it is necessary to fully understand the stress distribution of products, especially the direction and magnitude of the main stress, and how to reasonably arrange the orientation and quantity of fibers according to the direction and magnitude of the main stress.
2.Introduction of Technology:
The process of directional laying and molding is generally divided into three stages:
1).Stress analysis of products:
This stage is to fully understand the structure of the product, the actual use state and carry out stress analysis, analyze the stress state of each part of the product, the direction, quantity and size of the main stress, so as to determine the laying direction and theoretical density of the reinforcement materials to be configured for each part of the product.
2).Directional laying process:
In this stage, the laying direction and theoretical density of the reinforcement material in each part of the product are consistent with the requirements of stress analysis. For this reason, the commonly used method is: first, according to the stress state of the products, design a variety of pre impregnated directional laying products, then lay them according to certain procedure requirements, and finally through appropriate adjustment, the pressed blank is formed. The advantages of preimpregnated products are as follows: ① the fibers are evenly arranged in a straight line, which can give full play to the strength and rigidity of the fibers; ② the accurate quantification of the fiber content and resin content and the accurate directional arrangement of the fibers can predict the isotropic properties of the products and the reliability under stress conditions, so as to improve the performance of the products; ③ in terms of technology, the preparation and laying of the preimpregnated materials can be divided into two systems For process control.
3).Pressing and forming of products:
In this stage, the blank of the directional laying products is put into the metal mold, and the products are formed under high temperature and high pressure according to certain requirements. The process of directional laying molding is basically the same as that of short fiber molding. The main differences are as follows: ① the compression ratio of the directionally laid molded products is small, so the mold does not need to make a large charging chamber; ② the molding pressure added during the pressing is only used to compress the products and remove the volatiles, and only causes the local displacement of the materials, so as to realize the small-scale size adjustment without overcoming the internal friction of the materials, so the molding pressure can be reduced; ③ the molding pressure is low due to the low molding pressure The requirements of mold material can be slightly lower, and the mold structure can be correspondingly simpler.
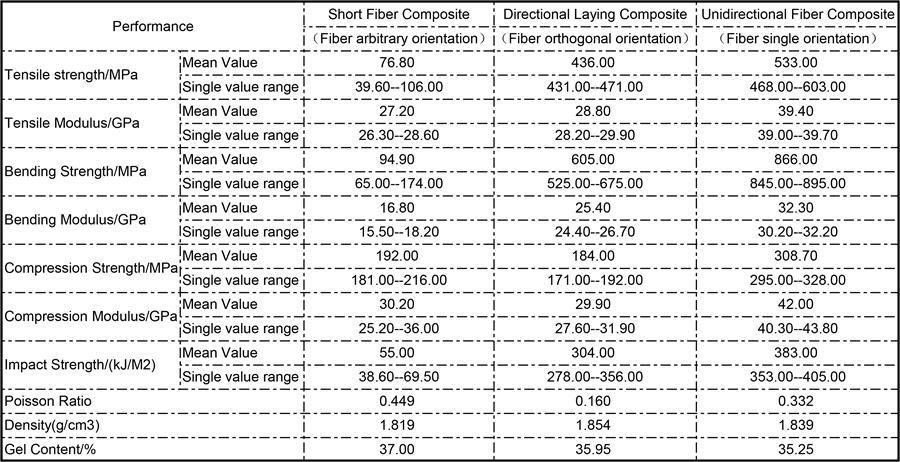
In the directional laying molding process, according to the fiber orientation, it can be divided into short fiber molding, directional laying molding and unidirectional fiber molding. Table 4-37 analyzes the mechanical properties of the molded composite prepared by the three processes.
Origin of the Article:Forming Technology and Application of Composite Materials Editor:Professor:Jiakang Huang

In the case of high ambient temperature (higher than 30 ℃), the amount of accelerator (such as cob……
Ultraviolet light is the main reason to the application of anti sunshine. FRP made of vinyl ester ……
/wp-content/uploads/2019/07/Mould-Flow-Analysis-Report-for-Plastic-Injection-Molding-1.mp4 Autode……
We, Shanghai Olimy Co., Ltd. is the supplier for plastic injection molds&parts,carbon fiber parts,fiberglass products, including parts made via hand lay up, RTM, SMC(compression moulding) processes.